







机床动力头初始处于最左端位置,此时左限位传感器i0.3信号为1。按下启动按钮后,系统开始运行。
1、 实验目的探究
2、 掌握以状态转换为核心的单序列顺序控制编程方法。
3、 熟悉并实践置位(SET)与复位(RST)指令在控制系统中的应用。
4、 工件加工示意图
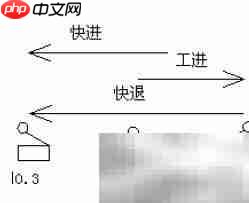
5、 控制流程顺序图
6、 根据顺序功能图进行PLC内部软元件地址的合理分配

7、 按照控制要求编写相应的PLC程序代码


8、 依据程序设计规范绘制实验接线原理图,具体连接方式参考下图:


9、 实验调试过程及结果分析
10、 将编写完成的程序下载至西门子S7-200系列PLC设备,并通过在线控制面板对程序进行实时监控与调试。
11、 开始测试。
12、 当在线控制面板上的I0.0被触发(即I0.0输入接通)时,表示启动信号有效,此时输出Q0.0及相关回路得电工作。
13、 同时指示灯Q0.1点亮,表明机床动力头与工件进入快速进给阶段;随后按下操作面板上的I0.1按钮。
14、 当I0.1输入闭合时,表示动力头已行进至中限位位置,此时Q0.0断开熄灭,而Q0.1继续保持点亮状态。
15、 工件继续向前进给执行加工动作,直至抵达右限位位置,对应控制面板上I0.2按钮被按下。
16、 当I0.2信号接通时,Q0.1熄灭,Q0.2输出导通并点亮,表示机床动力头开始快速退回。
17、 当动力头返回至最左端,触发左限位开关,此时按下控制面板I0.3f使I0.3输入信号闭合,Q0.2随之断开熄灭。
18、 动力头准确回到初始位置并稳定停止,准备进入下一次循环操作。

























